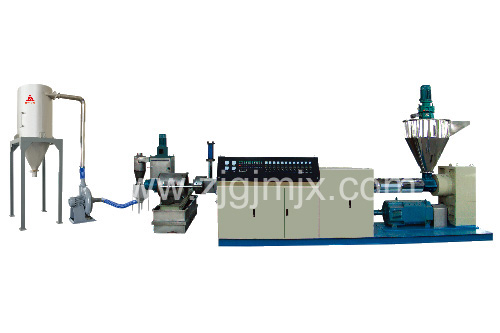
輔助設備
塑料造粒機組的輔機主要包括放線裝置、校直裝置、預熱裝置、冷卻裝置、牽引裝置、計米器、火花試驗機、收線裝置。擠出機組的用途不同其選配用的輔助設備也不盡相同。如還有切斷器、吹干器、印字裝置等。
校直裝置:塑料擠出廢品類型中常見的一種是偏心,而線芯各種型式的彎曲則是產生絕緣偏心的重要原因之一。在護套擠出中,護套表面的刮傷也往往是由纜芯的彎曲造成的。因此,各種擠塑機組中的校直裝置是必不可少。校直裝置的主要型式有:滾筒式(分為水平式和垂直式);滑輪式(分為單滑輪和滑輪組);絞輪式,兼起拖動、校直、穩定張力等多種作用;壓輪式(分為水平式和垂直式)等。
預熱裝置
纜芯預熱對于絕緣擠出和護套擠出都是必要的。對于絕緣層,尤其是薄層絕緣,不能允許氣孔的存在,線芯在擠包前通過高溫預熱可以徹底清除表面的水份、油污。對于護套擠出來講,其主要作用在于烘干纜芯,防止由于潮氣(或繞包墊層的濕氣)的作用使護套中出現氣孔的可能。預熱還可防止擠出中塑料因驟冷而殘留內壓力的作用。在擠塑料過程中,預熱可消除冷線進入高溫機頭,在模口處與塑膠接觸時形成的懸殊溫差,避免塑膠溫度的波動而導致擠出壓力的波動,從而穩定擠出量,保證擠出質量。擠塑機組中均采用電加熱線芯預熱裝置,要求有足夠的容量并保證升溫迅速,使線芯預熱和纜芯烘干效率高。預熱溫度受放線速度的制約,一般與機頭溫度相仿即可。
冷卻裝置
成型的塑料擠包層在離開機頭后,應立即進行冷卻定型,否則會在重力的作用下發生變形。冷卻的方式通常采用水冷卻,并根據水溫不同,分為急冷和緩冷。急冷就是冷水直接冷卻,急冷對塑料擠包層定型有利,但對結晶高聚物而言,因驟熱冷卻,易在擠包層組織內部殘留內應力,導致使用過程中產生龜裂,一般PVC塑膠層采用急冷。緩冷則是為了減少制品的內應力,在冷卻水槽中分段放置不同溫度的水,使制品逐漸降溫定型,對PE、PP的擠出就采用緩冷進行,即經過熱水、溫水、冷水三段冷卻。
控制系統
塑料造粒機的控制系統包括加熱系統、冷卻系統及工藝參數測量系統,主要由電器、儀表和執行機構(即控制屏和操作臺)組成。其主要作用是:控制和調節主輔機的拖動電機,輸出符合工藝要求的轉速和功率,并能使主輔機協調工作;檢測和調節擠塑機中塑料的溫度、壓力、流量;實現對整個機組的控制或自動控制。
擠出機組的電氣控制大致分為傳動控制和溫度控制兩大部分,實現對擠塑工藝包括溫度、壓力、螺桿轉數、螺桿冷卻、機筒冷卻、制品冷卻和外徑的控制,以及牽引速度、整齊排線和保證收線盤上從空盤到滿盤的恒張力收線控制。
⒈擠塑機主機的溫度控制
電線電纜絕緣和護套的塑料擠出是根據熱塑性塑料變形特性,使之處于粘流態進行的。除了要求螺桿和機筒外部加熱,傳到塑料使之融化擠出,還要考慮螺桿擠出塑料時其本身的發熱,因此要求主機的溫度應從整體來考慮,既要考慮加熱器加熱的開與關,又要考慮螺桿的擠出熱量外溢的因素予以冷卻,要有有效的冷卻設施。并要求正確合理的確定測量元件熱電偶的位置和安裝方法,能從控溫儀表讀數準確反映主機各段的實際溫度。以及要求溫控儀表的精度與系統配合好,使整個主機溫度控制系統的波動穩定度達到各種塑料的擠出溫度的要求。
⒉擠塑機的壓力控制
為了反映機頭的擠出情況,需要檢測擠出時的機頭壓力,由于國產擠塑機沒有機頭壓力傳感器,一般是對螺桿擠出后推力的測量替代機頭壓力的測量,螺桿負荷表(電流表或電壓表)能正確反映擠出壓力的大小。擠出壓力的波動,也是引起擠出質量不穩的重要因素之一,擠出壓力的波動與擠出溫度、冷卻裝置的使用,連續運轉時間的長短等因素密切相關。當發生異常現象時,能排除的迅速排除,必須重新組織生產的則應果斷停機,不但可以避免廢品的增多,更能預防事故的發生。通過檢測的壓力表讀數,就可以知道塑料在擠出時的壓力狀態,一般取后推力極限值報警控制。
⒊螺桿轉速的控制
螺桿轉速的調節與穩定是主機傳動的重要工藝要求之一。螺桿轉速直接決定出膠量和擠出速度,正常生產總希望盡可能實現最高轉速及實現高產,對擠塑機要求螺桿轉速從起動到所需工作轉速時,可供使用的調速范圍要大。而且對轉速的穩定性要求高,因為轉速的波動將導致擠出量的波動,影響擠出質量,所以在牽引線速度沒有變化情況下,就會造成線纜外徑的變化。同理如牽引裝置線速波動大也會造成線纜外徑的變化,螺桿和牽引線速度可通過操作臺上相應儀表反映出來,擠出時應密切觀察,確保優質高產。
⒋外徑的控制
如上所述為了保證制品線纜外徑的尺寸,除要求控制線芯(纜芯)的尺寸公差外,在擠出溫度、螺桿轉速、牽引裝置線速度等方面應有所控制保證,而外徑的測量控制則綜合反映上述控制的精度和水平。在擠塑機組設備中,特別是高速擠塑生產線上,應配用在線外徑檢測儀,隨時對線纜外徑進行檢測,并且將超差信號反饋以調整牽引或螺桿的轉速,糾正外徑超差。
⒌收卷要求的張力控制
為了保證不同線速下的收線,從空盤到滿盤工作的恒張力要求,希望收排線裝置有貯線張力調整機構,或在電氣上考慮恒線速度系統和恒張力系統的收卷等等。
⒍整機的電氣自動化控制
這是實現高速擠出生產線應具備的工藝控制要求,主要是:開機溫度聯鎖;工作壓力保護與聯鎖;擠出、牽引兩大部件傳動的比例同步控制;收線與牽引的同步控制;外徑在線檢測與反饋控制;根據各種不同需要組成部件的單機與整機跟蹤的控制。